
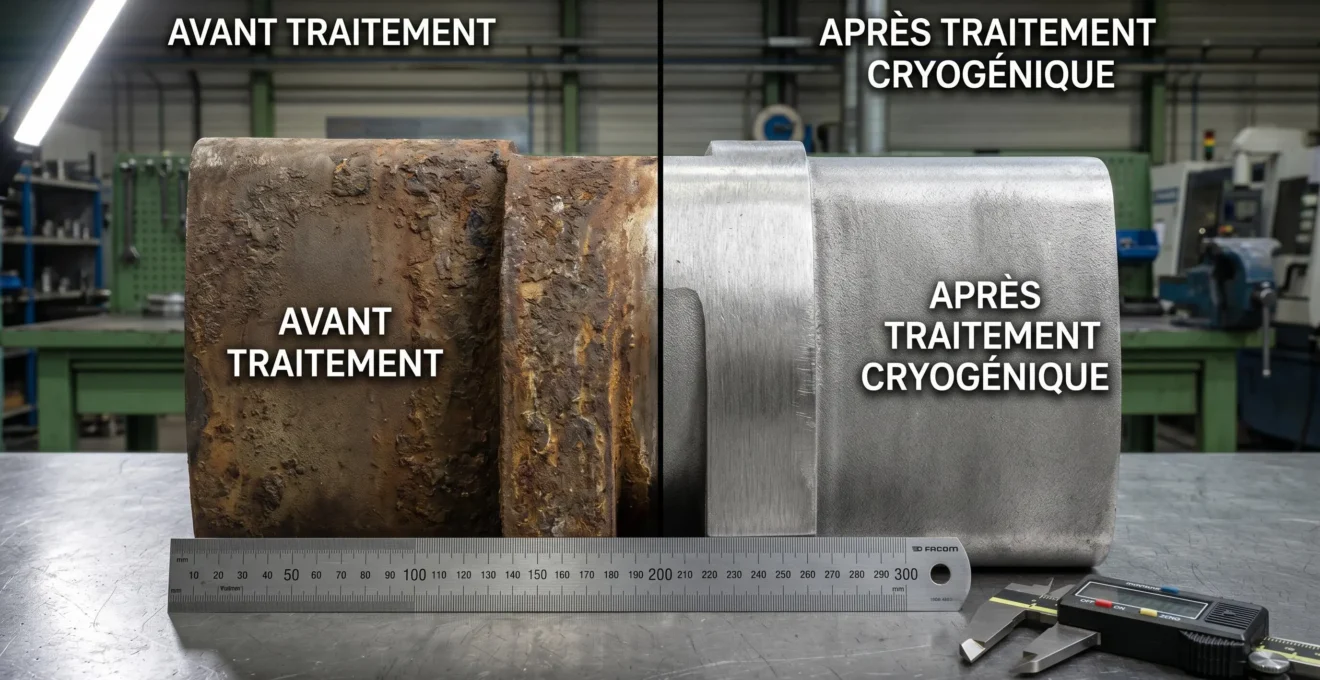
Décaper une pièce mécanique sans l’abîmer, nettoyer un circuit électronique sans court-circuit, éliminer des résidus de production sans générer de déchets supplémentaires : ces contraintes définissent le quotidien de milliers de sites industriels en France. Le sablage abrasif traditionnel attaque les surfaces, les solvants chimiques génèrent des résidus dangereux coûteux à traiter. Face à ces impasses, le sablage cryogénique s’impose comme une rupture technologique majeure, exploitant les propriétés physiques du CO2 solide pour décaper sans compromettre l’intégrité des matériaux.
Le procédé repose sur un principe physique simple mais radical : projeter à haute pression des pellets de neige carbonique (CO2 solide) sur les surfaces à traiter. La fiche toxicologique FT 238 de l’INRS précise que cette glace sèche se sublime directement à -78,5 °C, sans passer par l’état liquide. Cette température extrême déclenche un triple mécanisme d’action simultané.
D’abord, le choc thermique fragilise instantanément les résidus (peintures, graisses, résines, calamine) en les rendant cassants. Ensuite, l’impact mécanique des pellets propulsés à vitesse contrôlée décolle ces contaminants de leur support. Enfin, la sublimation immédiate du CO2 solide en gaz génère une micro-expansion qui achève le décollement, tout en évacuant les résidus sans laisser de trace humide ni de particule résiduelle.
Votre synthèse technique du sablage cryogénique
- Projection de glace carbonique à -78,5°C combinant choc thermique, impact mécanique et sublimation instantanée
- Aucun déchet secondaire généré, contrairement aux 309 millions de tonnes produites annuellement en France
- Compatible équipements électriques et surfaces délicates sans risque d’abrasion ni de court-circuit
- Formation obligatoire des opérateurs et respect strict des normes de ventilation en espace confiné
- Applications majeures : automobile, aéronautique, agroalimentaire, maintenance industrielle
Cette approche distingue nettement le procédé des techniques conventionnelles de nettoyage industriel. Contrairement aux méthodes abrasives classiques, le sablage cryogénique utilise les propriétés du dioxyde de carbone projeté à l’état solide pour décoller les contaminants sans endommager la surface traitée. À l’inverse, le sablage traditionnel repose sur une action mécanique par friction qui peut entraîner une usure progressive des matériaux, notamment sur les équipements nécessitant une grande précision.
Bon à savoir : Le CO2 utilisé pour la fabrication des pellets provient majoritairement de la récupération de gaz industriels (procédés de fermentation, pétrochimie), ce qui évite une production spécifique et limite l’empreinte carbone du procédé.
- Quand le froid remplace l’abrasion : décrypter le sablage cryogénique
- Ce qui distingue vraiment le sablage cryogénique des autres méthodes de décapage
- Où le décapage par glace carbonique transforme réellement les opérations
- Protocole opérationnel et sécurité : déployer le sablage cryogénique sans fausse note
- Questions récurrentes sur le sablage cryogénique
Quand le froid remplace l’abrasion : décrypter le sablage cryogénique
Les retours d’exploitation industrielle convergent sur un point : la compatibilité avec les équipements électriques et électroniques constitue l’un des avantages décisifs. Contrairement aux méthodes humides (hydrogommage, nettoyage vapeur) ou chimiques (solvants), la sublimation instantanée garantit l’absence de résidu conducteur susceptible de provoquer un court-circuit.
Ce qui distingue vraiment le sablage cryogénique des autres méthodes de décapage
Les données sectorielles révèlent une tendance nette : les industriels arbitrent désormais leurs choix de décapage en intégrant les coûts indirects (traitement des déchets, temps d’immobilisation, formation du personnel) que les comparatifs classiques omettent systématiquement. La synthèse ci-dessous positionne les quatre grandes familles de procédés selon cinq critères déterminants pour l’exploitation réelle.
| Critère | Sablage cryogénique | Sablage abrasif | Hydrogommage | Solvants chimiques |
|---|---|---|---|---|
| Impact surface | Non abrasif, préserve la géométrie | Abrasion contrôlée à forte, usure mesurable | Faible abrasion, adapté surfaces fragiles | Aucune abrasion mécanique |
| Déchets générés | Aucun déchet secondaire (sublimation totale) | Média usagé + contaminants délogés | Eau contaminée + média usagé | Solvants souillés classés déchets dangereux |
| Compatibilité matériaux sensibles | Électronique, composites, plastiques techniques | Métaux robustes, béton, pierre uniquement | Bois, pierre, métaux tendres | Dépend de la compatibilité chimique |
| Coûts cachés | Logistique pellets, formation spécifique | Traitement déchets, remplacement média | Séchage post-intervention, traitement eaux | Conformité ICPE, élimination déchets dangereux |
| Délai reprise activité | Immédiat (aucun séchage requis) | Immédiat après dépoussiérage | Plusieurs heures (séchage complet) | Variable selon volatilité solvant |
Sablage abrasif traditionnel : puissance brute contre surfaces robustes
Le principe reste inchangé depuis des décennies : projeter à haute pression un média dur (corindon, billes de verre, grenaille métallique) pour arracher mécaniquement peintures, rouille ou calamine. L’efficacité brute sur les métaux ferreux et le béton explique la persistance du procédé dans les chantiers navals, la métallurgie lourde ou la rénovation d’ouvrages d’art.
Cette puissance a un revers : l’abrasion modifie la rugosité de surface, paramètre critique pour les assemblages de précision. L’usure du média génère un volume de déchets secondaires équivalent à 100 % du média projeté. Les chiffres 2025 du SDES rappellent que la France génère environ 309 millions de tonnes de déchets par an, dont une fraction significative provient de procédés industriels nécessitant des filières de traitement spécifiques.
Hydrogommage et hydrodécapage : la voie humide pour surfaces fragiles
Ces variantes projettent un média tendre (bicarbonate de soude, poudre de verre fine) mélangé à de l’eau sous pression contrôlée. La présence d’eau réduit la température de friction, limitant les risques de déformation sur les matériaux sensibles (bois anciens, façades historiques, aluminium). Le secteur de la restauration du patrimoine en fait un usage régulier.
Deux contraintes opérationnelles majeures émergent : l’humidité résiduelle impose un temps de séchage incompatible avec les environnements électriques, et l’efficacité sur les résidus tenaces (résines thermodurcies, graisses cuites) reste inférieure au sablage abrasif ou cryogénique.
Solvants chimiques : efficacité immédiate, empreinte environnementale lourde
Acides, bases concentrées ou solvants organiques dissolvent chimiquement les contaminants organiques avec une rapidité difficilement égalable. Les installations de dégraissage industriel y recourent massivement pour le traitement de pièces mécaniques en grande série.
Cette efficacité s’accompagne d’un cadre réglementaire contraignant. Les prescriptions ICPE de l’arrêté du 20 avril 2023 soumettent toute installation de nettoyage par solvants organiques à la rubrique n° 2564 de la nomenclature des ICPE, avec des obligations de déclaration et de gestion des déchets dangereux applicables depuis le 1er juillet 2024. Le coût de traitement des déchets chimiques souillés peut atteindre plusieurs centaines d’euros par tonne.
L’erreur fréquemment constatée chez les primo-utilisateurs consiste à sous-estimer l’impact des coûts indirects. Un procédé apparemment économique à l’achat peut devenir prohibitif lorsqu’on intègre le traitement des déchets, les temps d’immobilisation et la conformité réglementaire. Le sablage cryogénique inverse cette logique : l’investissement initial plus élevé se rentabilise par l’élimination structurelle des postes de coûts récurrents.
Où le décapage par glace carbonique transforme réellement les opérations
Les secteurs d’application ne se résument pas à une liste théorique. Chaque environnement industriel présente des contraintes spécifiques que le procédé cryogénique résout par des mécanismes distincts.
Automobile et aéronautique : ces secteurs exigent le nettoyage périodique de robots de soudure, lignes de peinture et moules de fonderie sans démontage complet. Le sablage cryogénique intervient directement sur site, réduisant la fenêtre d’immobilisation de plusieurs jours à quelques heures. Les retours d’exploitation aéronautique documentent des réductions de temps d’arrêt pouvant atteindre 40 % sur certaines opérations de maintenance préventive.
Agroalimentaire : la réglementation sanitaire impose l’élimination totale des résidus organiques. Les solvants chimiques laissent des traces résiduelles problématiques pour la conformité HACCP. La sublimation instantanée du CO2 garantit une surface sèche et stérile immédiatement après intervention, compatible avec les protocoles de sécurité alimentaire les plus stricts.
Plasturgie et injection : les moules d’injection accumulent des résidus de polymères thermodurcis dans les canaux de refroidissement. Le procédé cryogénique nettoie ces cavités sans altérer les tolérances dimensionnelles critiques ni attaquer les traitements de surface. Les données du secteur montrent une amélioration de la disponibilité des équipements de 15 à 25 % selon la complexité des outillages.
Maintenance industrielle : moteurs électriques, transformateurs et automates accumulent poussières conductrices et graisses carbonisées. Le sablage cryogénique intervient sur site, équipement en place, restaurant les performances thermiques et électriques sans risque de court-circuit ni de corrosion différée.
Protocole opérationnel et sécurité : déployer le sablage cryogénique sans fausse note
La mise en œuvre du procédé répond à un cadre technique et réglementaire précis. Les équipements de projection fonctionnent à des pressions comprises entre 5 et 16 bars selon les applications, avec des débits de pellets ajustables de 50 à 300 kg/h. Ces paramètres se sélectionnent en fonction du type de contamination, de la sensibilité du support et de l’accessibilité de la zone à traiter.
La réglementation impose des obligations strictes en matière de protection individuelle et collective. La fiche toxicologique FT 238 de l’INRS fixe la valeur limite d’exposition professionnelle (VLEP) du CO2 à 5 000 ppm sur 8 heures. Cette concentration se dépasse rapidement en espace confiné, d’où l’exigence d’une aspiration du gaz à la source et d’une ventilation générale conforme aux articles R. 4222-1 à R. 4222-26 du Code du travail.
Avertissement santé et sécurité
Le sablage cryogénique présente des risques spécifiques nécessitant une évaluation professionnelle. Les informations présentées dans cet article sont fournies à titre informatif uniquement et ne constituent ni un conseil médical, ni une directive de sécurité, ni une procédure d’intervention certifiée.
Avant toute mise en œuvre, consultez obligatoirement un expert certifié en sécurité industrielle, un bureau de contrôle accrédité, ou un organisme de formation agréé pour les opérateurs de sablage cryogénique. Respectez strictement les normes INRS, le Code du travail et les prescriptions spécifiques à votre installation.
-
Vérifier la formation spécifique de tous les opérateurs aux procédures de manipulation du CO2 solide
-
Contrôler la disponibilité des EPI obligatoires : gants isolants anti-froid, lunettes ou écran facial, protection respiratoire adaptée, combinaison intégrale, protection auditive
-
Mesurer la ventilation du local et installer une extraction localisée si le renouvellement d’air naturel est insuffisant
-
Vérifier la conformité de l’équipement de projection aux normes ISO relatives aux appareils sous pression
-
Sécuriser la logistique d’approvisionnement en pellets avec conteneurs isothermes et plan de livraison adapté au rythme de sublimation naturelle
Les équipements de protection individuelle répondent à des exigences spécifiques liées à la température extrême des pellets. Les gants isolants doivent protéger contre les brûlures par le froid jusqu’à -80 °C. La protection respiratoire filtre les poussières délogées mais n’apporte aucune protection contre l’asphyxie par appauvrissement en oxygène : seule la ventilation mécanique garantit une atmosphère respirable.
Attention : Les espaces confinés (cuves, silos, fosses, locaux < 100 m³ sans ventilation naturelle efficace) présentent un risque d'asphyxie par accumulation de CO2 gazeux. La sublimation de 1 kg de glace carbonique produit environ 500 litres de gaz à température ambiante. Dans un local de 50 m³, la projection de 20 kg de pellets peut théoriquement atteindre la VLEP en moins de 30 minutes sans renouvellement d'air. L'installation d'une détection CO2 avec alarme et l'extraction mécanique forcée constituent des mesures non négociables dans ces configurations.

Précautions et limites de mise en œuvre
Limites techniques et organisationnelles :
- Le sablage cryogénique nécessite une formation spécifique des opérateurs aux procédures de sécurité.
- L’utilisation en espace confiné impose une ventilation adaptée pour éviter tout risque d’asphyxie par accumulation de CO2.
- Le choix des paramètres (pression, débit) doit être ajusté selon le matériau pour éviter tout choc thermique dommageable.
- L’approvisionnement et le stockage des pellets de glace carbonique requièrent une logistique spécifique et des conteneurs isothermes.
Risques identifiés :
- Risque de brûlure par le froid au contact direct de la glace carbonique à -78,5°C.
- Risque d’asphyxie en environnement mal ventilé par accumulation de CO2 gazeux.
- Risque auditif lié au bruit de projection : protection auditive obligatoire.
Ce contenu est fourni à titre informatif. Respectez les normes en vigueur et consultez un expert certifié en sécurité industrielle, bureau de contrôle accrédité, ou organisme de formation agréé pour les opérateurs de sablage cryogénique avant toute intervention.
Questions récurrentes sur le sablage cryogénique
Le CO2 utilisé pour le sablage cryogénique présente-t-il un danger pour les opérateurs ?
Le dioxyde de carbone n’est pas toxique aux concentrations rencontrées en milieu industriel ventilé, mais il peut provoquer une asphyxie par appauvrissement en oxygène dans les espaces confinés. La VLEP fixée à 5 000 ppm impose une ventilation mécanique dans les locaux de faible volume. Les risques principaux concernent les brûlures par le froid (-78,5 °C au contact des pellets) et le bruit de projection (port d’EPI obligatoire). Une formation adaptée et le respect des protocoles de ventilation éliminent ces risques opérationnels.
Comment le coût du sablage cryogénique se positionne-t-il face aux méthodes traditionnelles ?
L’investissement initial (équipement de projection, formation) s’avère supérieur au sablage abrasif classique. L’analyse de rentabilité bascule lorsqu’on intègre les coûts récurrents éliminés : traitement des déchets secondaires (plusieurs centaines d’euros par tonne pour les résidus chimiques), temps d’immobilisation réduits (gains de productivité mesurables), absence de consommables abrasifs à renouveler. Les installations traitant régulièrement des équipements sensibles ou soumises à des contraintes environnementales strictes constatent un retour sur investissement entre 18 et 36 mois selon l’intensité d’usage.
Tous les matériaux supportent-ils le choc thermique provoqué par la projection de glace à -78,5 °C ?
Les métaux, plastiques techniques, composites et céramiques industrielles tolèrent parfaitement le choc thermique lorsque les paramètres de projection (pression, distance, débit) sont correctement ajustés. Les matériaux fragiles à température ambiante (verre fin, certains élastomères vieillis) nécessitent des essais préalables. La pratique démontre régulièrement que les dommages attribués au froid résultent en réalité d’une pression de projection excessive ou d’une distance de travail inadaptée. Un diagnostic matériau préalable et des tests sur échantillons sécurisent le déploiement sur installations critiques.
Comment s’organise l’approvisionnement en pellets de glace carbonique ?
Les pellets se livrent en conteneurs isothermes maintenant une température de conservation autour de -80 °C. La sublimation naturelle provoque une perte de masse de 2 à 5 % par jour selon la qualité de l’isolation. Les sites à usage intensif établissent des contrats de livraison hebdomadaires avec les producteurs locaux de gaz industriels. Les installations à usage ponctuel privilégient les commandes à la demande avec un délai de prévenance de 48 à 72 heures. Le stockage sur site nécessite des conteneurs spécifiques permettant l’évacuation du CO2 gazeux tout en limitant les déperditions thermiques.
Quel retour sur investissement peut-on attendre d’un passage au sablage cryogénique ?
Le ROI se calcule en intégrant trois leviers principaux : la réduction des temps d’arrêt de production (valeur horaire selon le secteur), la suppression des coûts de traitement des déchets secondaires (facturés au poids pour les déchets dangereux), et l’allongement de la durée de vie des équipements grâce au nettoyage non destructif. Les installations agroalimentaires documentent des gains de disponibilité de 15 à 25 % sur les lignes de conditionnement. Les ateliers de maintenance aéronautique constatent une division par deux à trois des fenêtres d’immobilisation sur certaines opérations. Ces gains opérationnels compensent rapidement le surcoût d’acquisition dans les environnements où la continuité de production constitue un enjeu économique majeur.
L’analyse de la rédaction pour la suite
Les données sectorielles convergent : le sablage cryogénique ne constitue pas une technologie de rupture universelle, mais une solution optimale dans les configurations où le triptyque « préservation des surfaces + absence de déchets + compatibilité électrique » devient déterminant. Les secteurs soumis à des contraintes réglementaires strictes (agroalimentaire, pharmaceutique, aéronautique) y trouvent une réponse structurelle aux limites des procédés conventionnels.
L’erreur d’appréciation la plus fréquente consiste à comparer uniquement les coûts directs d’intervention. L’analyse économique pertinente intègre le coût complet du cycle : formation initiale, équipements de sécurité, logistique d’approvisionnement, mais aussi économies sur le traitement des déchets, gains de disponibilité et allongement de la durée de vie des installations. Cette lecture globale révèle un basculement de rentabilité dès lors que la fréquence d’utilisation dépasse un seuil critique propre à chaque secteur.
Plutôt que de conclure sur une recommandation générique, posez-vous cette question : votre environnement industriel génère-t-il actuellement des coûts récurrents de traitement de déchets de décapage, des immobilisations prolongées pour nettoyage hors ligne, ou des limitations techniques liées à l’incompatibilité des méthodes humides avec vos équipements électriques ? Si l’un de ces trois indicateurs est positif, une évaluation chiffrée du procédé cryogénique sur un périmètre pilote apportera les éléments factuels d’une décision éclairée.